欢迎光临kaiyun体育官网登录入口网站!
诚信促进发展,实力铸就品牌
服务热线:
18660167086
18660167086

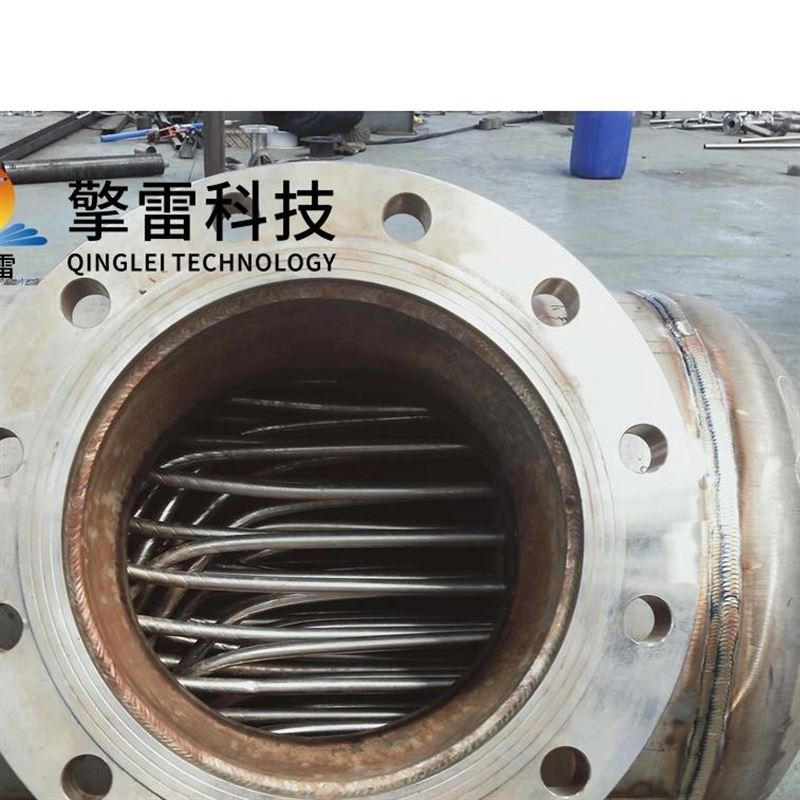
导热油缠绕螺旋管冷凝器功能解析
在化工、能源、制冷等高能耗工业领域,传统冷凝器因效率瓶颈、耐久性不足及高维护成本,逐渐难以满足现代工业对节能降耗与工况适应性的需求。导热油缠绕螺旋管冷凝器凭借其独特的三维螺旋缠绕结构设计与材料科技创新,正成为高温高压、强腐蚀工况下高效换热的设备,重新定义了工业冷凝设备的性能边界。

一、核心功能:高效传热与热能回收
1. 强化传热机制
导热油缠绕螺旋管冷凝器的核心在于其多层立体螺旋缠绕管束设计。数百根换热管以3°—20°的螺旋角反向缠绕于中心筒体,形成三维螺旋通道。这种结构使流体在流动过程中产生离心力,形成二次环流,破坏管壁附近的热边界层,使湍流强度较传统直管提升3—5倍。实验数据显示,其传热系数可达8000—13600 W/(m²·℃),较传统列管式设备提升3—7倍,冷凝效率达98%,显热回收率超90%。
2. 逆流换热设计
冷热流体逆流接触,温差梯度,热回收效率≥96%。例如,在天然气液化项目中,单台设备处理量达500吨/小时,系统压降控制在0.05MPa以内,能效比(EER)突破5.5。这种设计不仅提高了热交换效率,还显著降低了能源消耗。
3. 自补偿结构
螺旋缠绕结构形成弹性管束,可自动吸收热膨胀应力,减少管板焊缝泄漏风险。在500℃温差工况下,设备年变形量≤0.01mm,解决传统设备因热应力导致的泄漏问题,设备寿命延长至20年以上。
二、性能优势:效率、可靠性与经济性的三重突破
1. 高效换热与节能
在炼油厂催化裂化装置中,导热油缠绕螺旋管冷凝器替代传统U形管式换热器后,混合进料温度波动降低80%,装置运行周期延长至3年,年节约维护成本2000万元。某热电厂采用该设备进行锅炉烟气余热回收,系统热耗降低12%,年节电约120万度,减排CO₂超1000吨。
2. 结构紧凑与空间优化
单位体积换热能力为传统冷凝器的3—5倍,体积缩小40%—70%,重量减轻30%—60%。例如,在船舶动力系统中,设备耐受复杂振动环境,故障率下降90%;在某LNG接收站应用后,设备高度降低40%,节省土地成本超千万元。
3. 耐腐蚀与耐高温
采用316L不锈钢、钛合金、哈氏合金等耐腐蚀材质,适应含Cl⁻、H₂S、酸性介质,寿命超15年。碳化硅复合管束耐温提升至1200℃,适应熔融盐、高温烟气等介质。某化工厂在湿氯气环境中连续运行5年无腐蚀,寿命较传统设备延长3倍。
4. 低维护与长寿命
模块化设计支持单管束更换,维护时间缩短70%,年维护费用降低40%。结合自清洁螺旋结构,清洗周期延长至6—12个月。例如,某原料药企业采用缠绕螺旋管式冷凝器改造溶剂回收系统后,回收效率从82%提升至98.5%,蒸汽消耗量下降32%,设备占地面积减少60%。
三、应用场景:跨行业的价值实现
1. 化工行业
高温气体冷却:替代传统列管式冷凝器,产能提升18%,能耗降低25%。在乙烯裂解装置中,急冷油冷凝器承受>400℃高温与腐蚀性介质,设备寿命超5年。
反应釜控温:作为聚合反应釜的夹套冷却器,承受200℃/8MPa高温高压,控制反应温度波动≤±1℃,产品纯度提升至99.95%,符合FDA/GMP标准。
溶剂回收:某原料药企业采用后,回收效率从82%提升至98.5%,蒸汽消耗量下降32%,设备占地面积减少60%。
2. 能源行业
锅炉余热回收:某热电厂应用后,烟气余热回收效率提升45%,年减排二氧化碳超万吨。
光热发电:实现400℃高温介质冷凝,系统综合效率突破30%。
碳捕集与封存:CO₂专用冷凝器在-55℃工况下实现98%气体液化,助力燃煤电厂碳捕集效率提升。
3. 制冷与新能源
大型空调:冷凝效率提升20%,能效比(EER)达5.5以上,支持-30℃至60℃宽温域运行。
液氮冷冻系统:实现-196℃深冷工况稳定运行,适用于生物样本库、超导实验等领域。
氢能储能:在PEM电解槽中实现-20℃至90℃宽温域运行,氢气纯度达99.999%,支持燃料电池汽车加氢站建设。
4. 生物医药与食品
疫苗生产:设备表面粗糙度Ra≤0.4μm,满足GMP无菌标准,产能爬坡周期缩短60%。
巴氏杀菌:传热效率提升25%,保留营养成分,清洗周期延长至6个月。
四、技术趋势:材料与智能化的深度融合
1. 材料创新
石墨烯/碳化硅复合材料:热导率突破300W/(m·K),耐温提升至1500℃,适应超临界CO₂发电等工况。
耐熔融盐合金:适用于700℃超临界工况,支持第四代核电技术发展。
2. 智能控制
数字孪生系统:通过实时监测管壁温度梯度、流体流速等16个关键参数,构建虚拟冷凝器模型,故障预警准确率>98%,支持无人值守运行。
自适应调节技术:根据温差梯度自动优化流体分配,综合能效提升12%。
物联网集成:支持远程监控与预测性维护,降低运维成本30%。
3. 绿色制造
闭环回收工艺:使钛材利用率达95%,单台设备碳排放减少30%。
模块化设计:支持设备扩容与升级,降低全生命周期碳排放。
五、典型案例:某化工园区的升级实践
某化工园区原采用传统列管式冷凝器,存在效率低、维护成本高、占地面积大等问题。改用导热油缠绕螺旋管冷凝器后:
效率提升:传热系数提升5倍,冷凝效率达98%,年节约蒸汽1.2万吨。
成本降低:维护时间缩短70%,年维护费用降低40%,投资回收期缩短至1.5年。
空间优化:设备体积缩小60%,节省土地成本超千万元。
环保效益:年减排CO₂超8000吨,助力园区碳中和目标实现。
结语
导热油缠绕螺旋管冷凝器以其独特的螺旋缠绕结构、高效的传热性能、优异的耐腐蚀性和智能化控制技术,成为现代工业的热交换设备。从工况到精密控温,从空间优化到智能运维,它为工业的绿色转型提供了关键支撑。未来,随着材料科学与数字技术的持续突破,其应用场景将进一步拓展,为碳中和目标与可持续发展注入持久动力。
 您的位置:
您的位置: